Water-powered forges
Emergence and spread of water-powered forges

23. Vertical waterwheel for driving the hammer at the
Agorregi forge (Aia).
The introduction of water to power iron working and processing operations between
the end of the Middle Ages and the beginning of the Modern Era marked the first
great technical revolution in the industry. Initially, a vertical water-wheel,
coupled up to a shaft, was used to drive the hammer used for beating out impurities
and refining the ore.

26. Pithead in Arditurri, Oiartzun.
The technique was most probably imported, although we do not know precisely how
it was introduced. The hydraulic system was developed in Western Europe between
the eleventh and twelfth centuries-it had already been tried out in grain mills-for
a variety of processes (for milling, lime, batt, sugar cane, etc.), and the technology
appears to have been disseminated by religious orders and through monasteries.
It was probably introduced into Gipuzkoa thanks to the province's relations with
the Kingdom of Navarre, home of Franks and monks, along the Way of Santiago (DIEZ
DE SALAZAR, 1983).

25. Recreation of the work of refining and thinning
the iron at the Mirandaola Forge (Legazpi).
Although some writers consider that the privilege granted by King Sancho IV to the town of Segura in 1290 indicates that water-driven forges already existed, the clearest and most reliable reference dates from 1335, when the bylaws for the town state
"...since both here and in Necaburu and Legazpia and in other places, we have hammer smithies and others using water hammers and manpower..."
. Some years earlier, King Alphonsus XI, signed the Forge Liberties (1328), a special set of laws for the forges of Oiartzun and surrounding areas. The document clearly proves that such forges existed and had probably been there for some time previously, stating:
"...these smiths, to make houses and forges and mills or wheels [...] make use [...] of the lands and the waters [...] as they used to do in the time of the kings before us".

24. View of Segura, an ironworking centre, with the
Txindoki in the background.
Between the end of the thirteenth century and the beginning of the fourteenth, therefore, the new system was successfully introduced in two ends of the province where there were good seams of iron ore: on the one hand Zerain, Zegama and Mutiloa, and on the other Arditurri and Peñas de Aia. These areas also lay near the clearest inroads of Navarrese influence; the San Adrián pass and the Bidasoa valley, respectively.
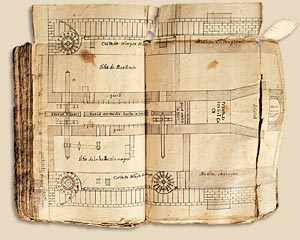
![27. Water wheels by Villareal de Berriz (1730, Second book of The Practise of Metallurgy of the [Second] Commissions of the Royal Basque Society of Friends of the Country).](../../../img/16/ruedashidrau.jpg)
27. Water wheels by Villareal de Berriz (1730, Second
book of The Practise of Metallurgy of the [Second] Commissions of the Royal
Basque Society of Friends of the Country).
We may safely assume that the use of water spread from these regions to other
valleys in the province, gradually displacing the old system, although-as Garibay
mentions-some outlying areas (Zerain, Zegama) and certain processes (Mondragón
steel), held out against change, continuing to use "arm-power". The abandonment
of the
agorrolak appears to have been progressive and the move to riverbanks
a slow and gradual process, which was not to conclude until around the sixteenth
century. These new conditions and the application of new experience and technical
knowledge required complex and costly constructions, which not all individual
smiths could afford. Indeed, the emergence of these installations seems to have
depended on the interest shown from the manor houses, local councils and individuals
who had made their money in trade; in other words from the social groups that
could afford the initial outlay needed for these constructions.
Constituent elements of the water-driven forge

28. Clear proof of the importance of the ironworking
industry in Gipuzkoa are the numerous weirs along the province's rivers,
such as this one at Barrenola Behekoa in Azpeitia.
Essentially a forge contains a dam or weir, to capture the water; a channel or millrace, to channel it, a millpond, a water tunnel-where the wheels are located-and the iron workshop itself. In addition to this basic set-up, there were other elements such as the furnace or area for preliminary roasting and calcining of the ore, the platform and perhaps small sheds where the ore was stored and cut up, etc.

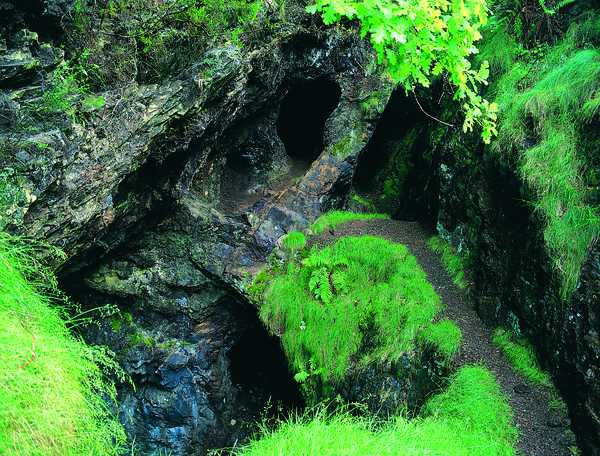
30. Remains of installations in the mining area
of Arditurri, Oiartzun.
29. Mineshaft in Zerain.

31. Lodes of iron ore in Gipuzkoa are generally
found in the form of carbonates.
The internal layout of the forge was quite distinctive. The hammer and hearth
stood opposite each other. The hearth, an open furnace, which generally had
no draught of any kind, was fitted into the hammer-wall. This construction
divided the workshop into two spaces and acted as a fire wall, preventing the
fire from spreading to the bellows which were located on the other side from
the furnace. The charcoal and iron stores were linked to the workshop by two
or three holes. In many cases the stores were loaded through hatches or simple
apertures at a height, which took advantage of a natural slope, or along gangways.
32. Pick and hoe, illustrations from the book
De Re Metallica, Georgius Agricola (1556).

33. Iron slag from mountain forge, Legazpi.
Work in a water-driven forge
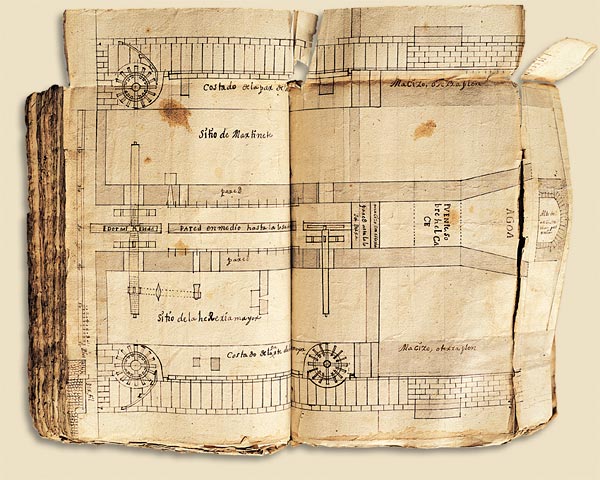
34. Plan of the Royal Anchor Factory at Fagollaga
(Hernani). Installations built to plans by José Lizardi (1750).
A number of studies have been conducted into the working process of these forges,
and there are also accounts from historians and travellers from the sixteenth
to the eighteenth century, setting out the basic practises and tasks involved
in obtaining pig iron from the ore. A comparison of these accounts shows little
change in the procedure during the development, high-point and decline of the
forges.

35. Experimental research project conducted
by Arkeolan and the Provincial Government of Gipuzkoa in the Agorregi
forge on the means of obtaining the iron using the procedure employed
by the forges until the nineteenth century.
The basic raw materials were charcoal and iron ore. The charcoal was easy to
get hold of in the hills and mountains, and was supplied by specialized workers,
the
carboneros
whose main customers were the forges. Various types of iron
ore were available, but in all cases it contained a high carbonate content.
As a result, and probably more so than in Bizkaia (where there were more red
and bell hematites) the ore had to toasted or calcinated first. This operation
was carried out directly in ovens or bucket furnaces, like limekilns, remains
of which can still be seen at the Olaberria forge in Oiartzun. This combustion
process not only improved the quality of the ore, but also made it easier to
further cut up the ore and thus reduce the mass to be used in the smelting process.

36. Scientific test as part of the research project.
The inner furnace of the forge was charged with alternate layers of charcoal
and shredded ore, which was then set alight, and the fire was kindled with air
from the bellows. When the mass of iron began to turn to a paste, it was stirred
and any impurities and slag were drawn off through a hole. The mass was then
removed using long rods and placed under the hammer, where it was beaten on
the anvil to compact the particles of iron and charcoal and scatter and extract
any remaining impurities.
The result was the raw iron known as tocho
, which was used to make semi-manufactured
elements such as ingots, hoops, billets, etc. These were then worked into shape
by the blacksmith.

37. Mirandaola Forge.
In recent years, practical experiments have been conducted to recreate the work in these forges. In the Basque Country, the research carried out by the Arkeolan group has been particularly important, and has yielded interesting results at the reconstructed Agorregi forge in Aia.
The first great division of the industry appears to have developed as a result of specialisation: some forges devoted themselves to the work described above-working the ore to obtain metal-and were known as the Greater Forges [Ferrerías Mayores], as opposed to the Lesser Forges [Ferrerías Menores], which used the iron produced by the Greater Forges to make tools such as nails, hoes, ploughshares, spades, and so on.

39. Pig iron and ore from the scientific test
conducted in Agorregi.
An important feature of these forges was that they were operated on a seasonal
basis. Because they used water-power, they were dependent on rainfall and
the amount of water in the rivers. They generally worked from October to
June, with some variations depending on the autumn and spring rainfall. During
the unproductive months of summer, repairs were carried out on weirs, waterworks,
buildings and machinery, and deals were struck to build up a store of raw
materials or the winter months.

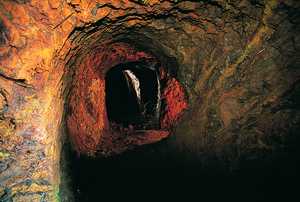
40. Tunnel in the Makubar forge, Urrestilla.

41. Much of the output of the forges consisted
of such essential tools as nails.
Occupations and operators.- Different writers give different accounts of the
numbers of workers employed at each forge, ranging from just five or six to
exceptional numbers of thirty or even a hundred. One explanation for this
striking variation may be that whereas some writers only counted those working
directly in the smelting and forging operations, others included indirectly
employed workers. There was considerable labour specialisation in the forges:
as well as the ironworkers themselves, other tradesmen were required for procuring
the raw material (charcoal-makers, miners, cart-drivers); for manufacturing
(armourers, cutlers, boilermakers, horse-shoers, etc.) and for marketing the
products (journeymen, bookkeepers, traders, people involved in transport over
land and sea, etc.).
42. Elevations of the Agorregi forge, reconstructed
by the Provincial Government of Gipuzkoa in the Nature Park of Pagoeta
(Aia). Section of the tower and bay.
In general terms the basic work of the forge involved three separate jobs,
each performed by a different person: the manager and mill operator, the person
in charge of smelting (two men generally worked in shifts) and the assistant
or apprentice, who helped out and was gradually trained in to the job. Consequently,
although the basic number of operators required might be only four or five,
any number of additional workers might be employed depending on the specific
forge and its capacity; for example, whether it combined the work of the greater
and lesser forges.
43. Agorregi forge. Section of the lower millpond.
Because of the seasonal nature of the work, it must initially have been common
for one individual to perform various jobs. However, as the work became more
specialised and the productivity of the forges increased, this practise gradually
disappeared. A regular passive rental system for the premises-which the wealthier
nobility had inherited from the early days of the industry-was gradually developed.
Through the administrators and, later, by contract with individuals, whole
iron-working enterprises were to be built up, associated with a master mill
operator, who ran the works, and whose business might take in two or even
three different forges.




![27. Water wheels by Villareal de Berriz (1730, Second book of The Practise of Metallurgy of the [Second] Commissions of the Royal Basque Society of Friends of the Country).](../../../img/16/grandes/ruedashidrau.jpg)